
2025年:切削加工、砥粒加工、特殊加工
2025-04:2025年度 第04問(問題)
次の1~4の記述は、切削加工について述べたものです。 に当てはまる最も 適切なものを下の選択肢からそれぞれ1つずつ選び、その記号を答えてください。
1.穴あけに用いるドリルは、ドリルを回転させて穴あけを行うボール盤や、工作物を回転させて穴あけを行う (1) などの工作機械で用いられる。
《選択肢》
ア.ブローチ盤 イ.形削り盤 ウ.旋盤
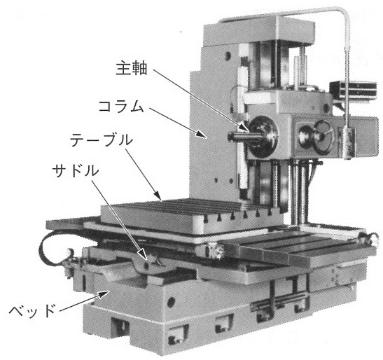
2.下図は、 (2) とよばれる工作機械である。
《選択肢》
ア.横中ぐり盤 イ.横フライス盤 ウ.ブローチ盤
3.通常、ドリルの先端角は (3) °で、工作物の材質が硬い場合には角度を大きくするのが一般的である。
《選択肢》
ア.54 イ.98 ウ.118
4. (4) は、円筒面にねじ状の切れ刃がついた切削工具を用いて歯切りを行う工作 機械である。
《選択肢》
ア.ブローチ盤 イ.ホブ盤 ウ.ラップ盤
(8点)
1.ウ 2.ア 3.ウ 4.イ
2025-05:2025年度 第05問(問題)
次の1~3の記述は、砥粒加工および特殊加工について述べたものです。 に当 てはまる最も適切なものを下の選択肢からそれぞれ1つずつ選び、その記号を答えてください。
1. (1) は、銅やグラファイトなどでつくった工具電極を用いて、その工具電極の 形状を工作物に転写する場合に用いられる。
《選択肢》
ア.形彫り放電加工 イ.ショットピーニング ウ.ELID
2.レーザ加工のうち、CO2レーザと比較して波長が短い (2) は、反射しづら く、銅やアルミニウムの加工が容易である。
《選択肢》
ア.エキシマレーザ イ.半導体レーザ ウ.ファイバーレーザ
3.砥石によって工作物の表面から微小な量を削り取って、滑らかで精度のよい仕上げ面を得る (3) は、カム輪郭部や転がり軸受の軌道面などを仕上げる方法として発達したものである。
《選択肢》
ア.ホーニング イ.超仕上げ ウ.ブローチ盤
(6点)
1.ア 2.ウ 3.イ
2024年:切削加工、砥粒加工、特殊加工、工業計測
2024-04:2024年度 第04問(問題)
次の1~6の記述は、切削加工と砥粒加工について述べたものです。その内容が最も適切なものを3つ選び、その番号を答えてください。
1.横フライス盤は、主軸がテーブル面に対して平行で、主軸に主運動を与え、工作物にたがいに直角に上下・前後・左右の3方向に送り運動を与えて、平面や溝などを切削するが、平フライス削りの場合には、切込みすなわち位置調整運動はテーブルの上下方向の運動によって与える。
2.床にすえ付けて使用する直立ボール盤は、ベース・コラム・主軸頭・テーブルなどからなり、主軸に取りつけた右ねじれドリルにより直径50㎜くらいまでの穴あけのほか、穴を滑らかで精度のよいものに仕上げるリーマ仕上げやめねじを切るタップ立てなどを行うこともできる。
3.軸の半径方向に働く力をより多く受ける工作機械は、その主軸には円筒ころ軸受を用いることが多いが、軸方向と半径方向に働く力を同時に受ける工作機械の主軸には、円すいころ軸受やアンギュラ玉軸受などを用いる。
4.工作機械の主運動は、工作物や切削工具材料および種類などに対して最も適した速度にすることが必要で、連続的に変速できることが望ましい。しかし、限られた段階に配列された速度列で変速させることも少なくない。この場合の速度列には、100、200、300、400min-1のような等差数列的なものが用いられる。
5.形削り盤による加工では、仕上がり部分の形状や寸法がほとんど切削工具と同じになるので、フライス盤などによる加工に比べて高い精度で均一なものが得られる。しかも切削工具を通過させるだけで荒削りから仕上げ削りまで、連続的に加工ができるので加工速度が速いなどの特徴がある。
6.砥石車の円周面を使って研削する方法がある心なし研削は、工作物の取り付け・取り外しが必要で、加工部分が全長にわたって支持されるため均一な研削が可能であり、太い工作物の研削に適しているなどの特徴がある。
(6点)
1、2、3
2024-05:2024年度 第05問(問題)
次の1~6の記述は、砥粒加工・特殊加工・工業計測について述べたものです。その内容が最も適切なものを3つ選び、その番号を答えてください。
1.円筒研削盤の研削方式には、トラバース研削とプランジ研削がある。このうちトラバース研削は工作物より幅の広い砥石車を用いて所要の寸法に切り込むので、工作物に段がある場合などに採用され、プランジ研削は円筒形の長い工作物を、その工作物より幅の狭い砥石車で研削するときに採用される。
2.ホーニング盤は、内燃機関のシリンダや油圧シリンダの内面などのように、おもに円筒の内面を精密に仕上げる際に用いられるが、その仕上げ代は、一般に直径で0.025~0.5mmくらいであり、加工中は大量の研削油剤を注いで砥粒や切りくずを流す必要がある。
3.工具研削盤は、加工中の砥石に工作物の軸方向に微小な振動を与える。このため、切れ刃の自生作用が促進されるので、仕上げに要する時間が短縮される。
4.誤差は、まちがい・系統誤差・偶然誤差に大別され、このうち発生原因がわかっている誤差を系統誤差といい、これは理論的に補正が可能な理論誤差、表示計の目盛の不同などの固有誤差、測定者のくせなどに起因する個人誤差の3つに分けることができる。
5.外側マイクロメータで測定対象物の外形を測定するときには、測定対象物をアンビルとスピンドルの間に挟むが、その際には、シンブルを回してスピンドルを測定対象物のごく近くまで接近させたのち、ラチェットストップを回してスピンドルを前進させて挟む。これにより一定の測定力、すなわち5~15Nの測定力で測定することができる。
6.てんびんや電子てんびんは、物体の質量をはかる際に用いられるが、はかる場所をかえた場合には分銅による校正が不可欠である。
(6点)
2、4、5
2023年:切削加工、砥粒加工、特殊加工、計測用機器
2023-04:2023年度 第04問(問題)
次の1~3の記述は、切削加工、砥粒加工、特殊加工について述べたものです。 空欄□にあてはまる最も適切なものを下の選択肢からそれぞれ1つずつ選び、その記号を答えてください。
1. (1) は、切れ刃(主切れ刃)が一つである。
《選択肢》
ア.エンドミル イ.スローアウェイバイト ウ.ブローチ エ.メタルソー
2.形削り盤では、 (2) バイトを用いる。
《選択肢》
ア.差込み イ.腰折れ ウ.むく エ.ヘール
3.形彫り放電加工によって工作物を加工する際、工具の消耗を少なくするためには (3) でつくられた工具を用いる。
《選択肢》
ア.アルミニウム イ.グラファイト ウ.すず エ.銅
(6 点)
1.イ 2.イ 3.エ
2023-05:2023年度 第05問(問題)
次の1~8の記述は、砥粒加工、特殊加工、計測用機器について述べたものです。その内容が最も適切なものを4つ選び、その番号を答えてください。
1.砥粒加工は、砥粒の状態によって、研削加工・ホーニングなどの固定砥粒による加工と、サンドブラスト・ラッピングなどの遊離砥粒による加工の二つに分けることができる。
2.ホブ盤による歯切りでは、切れ刃が欠損すれば切削を続けることができない。しか し、心なし研削盤による研削では、切れ刃の再生作用があるので、砥石が欠損しても加工を続けることができる。
3.万能研削盤は、円筒研削盤のテーブル旋回角を大きくして、砥石台と工作主軸台を旋回できるようにし、さらに内面研削装置なども取り付けられるようにしたもので、ふつうの円筒研削のほか、テーパ研削、端面研削などの研削加工もできる。
4.超仕上げは、砥石に回転運動と往復運動を与えて、内燃機関のシリンダや油圧シリンダの内面などのように、おもに円筒の内面を精密に仕上げる砥粒加工である。
5.電子ビーム加工は、きわめて高い加工エネルギーが得られ、また、電子ビームを小さなスポットに絞ることが可能なので、微小部分を短時間に加熱することができる。このため、加工しにくい金属やセラミックスなどの微細穴の加工や切断に利用される。
6.測定量の正しい値を真の値、測定によって求めた値を測定値といい、真の値から測定値を引いた値を誤差という。
7.高さの計測器であるハイトゲージは、トースカンの役目もする。
8.熱電温度計による温度の計測では、検出部に用いた熱電対で電気量に変換したのち、伝送部の基準接点を経て受信部に伝えられ、受信部では温度目盛をつけた電流計によって温度を指示させる。
(8 点)
1、3、5、7
2022年:切削加工、砥粒加工、特殊加工、計測用機器、機械加工と生産の自動化
2022-04:2022年度 第04問(問題)
次の1~3の記述は、切削加工、砥粒加工、特殊加工について述べたものです。□(空欄)にあてはまる最も適切なものを下の選択肢からそれぞれ1つずつ選び、その記号を答えてください。
- 万能フライス盤は、付属装置の➀ などを使用すれば、はすば歯車の加工ができる。
《選択肢》ア. 複式刃物台 / イ. 主軸台 / ウ. 割出し台 - ②の工具は、鉄系金属の切削には用いられないが、切れ刃をきわめて鋭くすることができるので、鏡面のように仕上げるきわめて高精度の切削加工に適している。
《選択肢》ア. サーメット / イ. セラミックス / ウ. 単結晶ダイヤモンド - フェロース式歯車形削り盤は、③を用いて歯形を創成する歯切り盤である。
《選択肢》ア. ホブ / イ. ピニオンカッタ / ウ. ラックカッタ
(6点)
1. ウ
2. ウ
3. イ
2022-05:2022年度 第05問(問題)
次の1~4の記述は、砥粒加工、特殊加工、計測用機器、機械加工と生産の自動化について述べたものです。□(空欄)にあてはまる最も適切なものを下の選択肢からそれぞれ1つずつ選び、その記号を答えてください。
- 砥石車による円筒状の工作物の研削では、旋盤による外丸削りの際のバイトの➀分力に相当する垂直研削抵抗が大きい。
《選択肢》ア. 主 / イ. 送り / ウ. 背 - ワイヤ放電加工機の加工液には、比抵抗を高めた ② を使用することが多い。
《選択肢》ア. 水 / イ. 加工油 / ウ. 電解液 - マイクロメータのスピンドルのピッチ誤差は、精度に大きな影響を与えるので、スピンドルの作動範囲は ③ mm以下である。
《選択肢》ア. 25 / イ. 50 / ウ. 100 - 三次元造形技術として用いられる光造形法や粉末積層法は、④ ともよばれている。
《選択肢》ア. PF / イ. RP / ウ. MF
(8点)
1. ウ
2. ア
3. ア
4. イ
2021年:切削加工、砥粒加工、特殊加工、工業計測、機械加工と生産の自動化
2021-04:2021年度 第04問(問題)
次の1~3の記述は、切削加工、砥粒加工、特殊加工について述べたものです。空欄にあてはまる最も適切なものを下の選択肢からそれぞれ1つずつ選び、その記号を答えてください。
1.( 1 )は、おもに機械に取り付けて、めねじを切る切削工具である。
《選択肢》
ア.スクライバ イ.割りダイス ウ.スパイラルタップ
2.穴あけのときにドリルに生じる切削抵抗を減らすには、チゼルエッジに( 2 )を施すとよい。
《選択肢》
ア.シンニング イ.ドレッシング ウ.コイニング
3.スポットの直径を1μm 以下にすることもできる( 3 )加工は、ガラス、セラミックス、半導体材料、宝石などの微細穴の加工や切断などに利用される。
《選択肢》
ア.液体ジェット イ.形彫り放電 ウ.電子ビーム
1.ウ 2.ア 3.ウ
2021-05:2021年度 第05問(問題)
次の1~4の記述は、切削加工、砥粒加工、工業計測、機械加工と生産の自動化について述べたものです。空欄にあてはまる最も適切なものを下の選択肢からそれぞれ1つずつ選び、その記号を答えてください。
1.右図の工作機械は、( 1 )である。
ア.ボール盤 イ.ホーニング盤 ウ.ホブ盤
2.ELID 研削は、♯( 2 )以上の微粒のホイールを使用しても安定した加工が可能なため、鏡面の加工ができる。
《選択肢》
ア.1000 イ.2000 ウ.3000
3.弾性荷重検査器は、あらかじめ作成した検査表と、荷重や力が加わったときの( 3 )ゲージの針の振れから、荷重や力の大きさを求める。
《選択肢》
ア.プラグ イ.ダイヤル ウ.ブロック
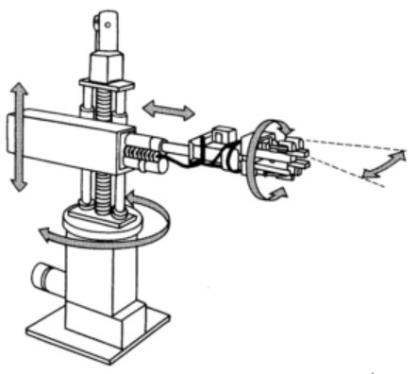
4.右図の産業用ロボットは、その機械構造から( 4 )ロボットに分類される。
《選択肢》
ア.円筒座標 イ.極座標 ウ.関節
1.ア 2.ウ 3.イ 4.ア
2020年:切削加工、砥粒加工、特殊加工、工業計測、機械加工と生産の自動化
2020-04:2020年度 第04問(問題)
次の1~3の記述は、切削加工、砥粒加工、特殊加工について述べたものです。空欄にあてはまる最も適切なものを下の選択肢からそれぞれ 1 つずつ選び、その記号を答えてください。
1.立てフライス盤でキー溝削りを行う際に用いる切削工具は、(1 )である。
《選択肢》
ア.溝フライス イ. メタルソー ウ. 二枚刃エンドミル
2.マシンリーマによるリーマ仕上げには、(2 )などの工作機械を用いる。
《選択肢》
ア.卓上ボール盤 イ.プラノミラー ウ.立削り盤
3.(3 )は、転がり軸受の軌道面などのように耐摩耗性を要する箇所を仕上げる方法として発達した。
《選択肢》
ア.内面研削 イ. 超仕上げ ウ. ホーニング
(6 点)
1.ウ 2.ア 3. イ
2020-05:2020年度 第05問(問題)
次の1~4の記述は、切削加工、砥粒加工、工業計測、機械加工と生産の自動化について述べたものです。空欄にあてはまる最も適切なものを下の選択肢からそれぞれ 1 つずつ選び、その記号を答えてください。
1.(1 )は、旋盤の本体ともいわれる構造体で、これにいろいろな働きをする部品を取り付ける。
《選択肢》
ア.ベッド イ.フレーム ウ. コラム
2.万能研削盤は、ふつうの円筒研削のほか、( 2 )研削、端面研削、内面研削などの各種の研削ができる。
《選択肢》
ア.心なし イ.テーパ ウ.平面
3.(3 )を用いてより精密な質量の測定を行うときは、二重ひょう量法を採用するのがよい。
《選択肢》
ア.てんびん イ.電子てんびん ウ.ロードセル
4.NC工作機械の座標軸は、標準座標軸すなわち右手直交座標系に従うことになっているので、 NC 旋盤 の 主軸の方向 は( 4 )軸である。
《選択肢》
ア.X イ.Y ウ.Z
(8 点)
1.ア 2. イ 3. ア 4. ウ
2019年:切削加工、砥粒加工、工業計測、機械加工と生産の自動化
2019-04:2019年度 第04問(問題)
次の1~3の記述は、切削加工について述べたものです。 空欄 にあてはまる最も適切なものを下の選択肢からそれぞれ1つずつ選び、その記号を答えて下さい。
1.万能フライス盤は、付属の(1 )などを使用すれば、はすば歯車やドリルのねじれ溝削りなどの加工もできる。
《選択肢》
ア.心押台 イ.ボルスタ ウ.割出し台
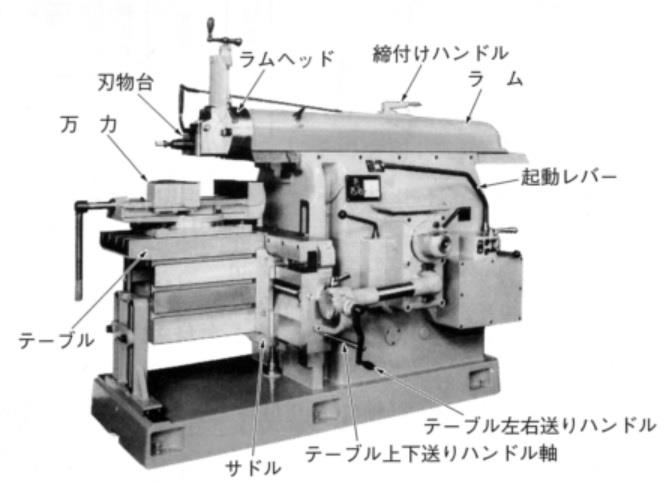
2.下図は、(2 )である。
《選択肢》
ア.形削り盤 イ.立削り盤 ウ.ホブ盤
3.フェロース式歯車形削り盤は、(3 )を用いる代表的な歯車形削り盤である。
《選択肢》
ア.インボリュートフライス イ.ピニオンカッタ ウ.ラックカッタ
6 点
1.ウ 2. ア 3.イ
2019-05:2019年度 第05問(問題)
次の1~4の記述は、切削加工、砥粒加工、工業計測、機械加工と生産の自動化について述べたものです。アとイの 記述の うち 、最も適切な ものを選び、その記号を答 え て下さい。
1.切削加工について
ア.中ぐり盤は、鋳抜き穴(中子を使って鋳物にあけられた穴)をさらに大きくしたり、穴の精度をよくしたりする中ぐりに使われるほか、フライス削りや正面削りなどにも利用される。
イ.ターニングセンタは、工作物の仕上がり部の形状・寸法が切削工具の形状と同じになるように穴内面や表面を削る工作機械で、荒削りから仕上げ削りまでの加工を一工程でできる。
2.砥粒加工について
ア.ELID 研削は、前加工面の形状に沿って加工が行えるので、複雑な表面形状をもつ工作物の表面の仕上げ加工に利用される。
イ.工作物の取り付け・取りはず しが不要な心なし研削では、切れ刃である砥粒が欠損しても、次々に新しい切れ刃が現れるので、加工を続けることができる。
3.計測機の感度について
ア.計測器の一目のよみ、すなわち隣り合う目盛線の中心間隔に相当する測定量の大きさをひょう量といい、これによって感度を表すことがある。たとえば、ひょう量 0.01mm のダイヤルゲージは、感度 0.01mm であると表示される。
イ.計測器が測定量 の変化 に感じる度合いを感度といい、たとえば、差動変圧器式電気マイクロメータで、測定量の変化が 0.01mm に対して、指針が 3mm 変化 した場合の感度は 300 である。
4.切削加工時の補助工具について
ア.取付具は、工作機械に取り付ける工作物の位置を正しく決めたり、締め付けたりするための補助工具で、機械万力やスクロールチャックは代表的な汎用取付具である。
イ.コラム は、工作物に所定の正確な加工が行えるように、切削工具の案内部を設けた補助工具で、比較的よく使用されるのは穴あけ コラム である。
8 点
1.ア 2. イ 3. イ 4. ア
2018年:切削加工、砥粒加工、特殊加工、工業計測
2018-04:2018年度 第04問(問題)
次の1~3の記述は、切削加工、砥粒加工、特殊加工について述べたものです。空欄にあてはまる最も適切なものを下の選択肢からそれぞれ1つずつ選び、その記号を答えて下さい。
- 下図は、おもに機械に取り付けて使用する ( 1 ) で、切削のための回転力が小さくてすむうえ、切りくずの排出性もよいという特徴がある。

《選択肢》 ア. スパイラルタップ / イ. ブローチ / ウ. ラックカッタ
- 下図は、砥石によって工作物の表面から微細な切りくずを削り取って、滑らかで精度のよい仕上げ面を得るのに適した ( 2 ) である。
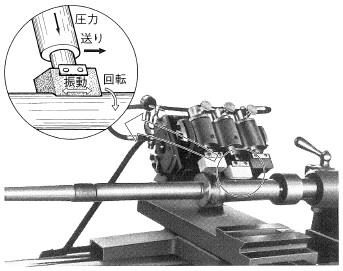
《選択肢》 ア. ブローチ盤 / イ. 超仕上げユニット / ウ. ラップ盤
- ( 3 ) は、銅やグラファイトなどでつくった工具を用いて、その工具の形状を工作物に転写する場合に用いられる。
《選択肢》 ア. 液体ホーニング / イ. ポリシング / ウ. 形彫り放電加工
(6点)
1. ア
2. イ
3. ウ
2018-05:2018年度 第05問(問題)
次の1~4の記述は、切削加工、砥粒加工、特殊加工、工業計測について述べたものです。アとイの記述のうち、最も適切なものを選び、その記号を答えて下さい。
- 切削工具について
ア. 中ぐり盤の切削工具には、中ぐりに用いるバイトのように切れ刃が一つのものや、フライス削りに用いる正面フライスのように切れ刃が複数のものがある。
イ. コーテッド工具は、炭素工具鋼工具や合金工具鋼工具の表面に、炭化チタン、窒化チタンなどを数マイクロメートルの厚さに被覆した硬質被覆切削工具である。 - 研削加工について
ア. 心なし研削盤は、砥石車、調整砥石および受け板で工作物を支えて円筒研削を行う。
イ. 平面研削盤は、工作主軸台の主軸に固定したスクロールチャックに工作物を取り付けて平面研削を行う。 - 計測用機器について
ア. 工場などで長さの基準として使われるブロックゲージは、組み合わせる各ゲージの端面を専用の接着剤で接着することで、きわめて多くの寸法基準をつくることができる。
イ. はさみ尺の一種であるノギスは、外側測定や内側測定のほかに深さ測定などもできる。 - 特殊加工について
ア. アプレシブジェット加工は、高速噴流エネルギーとともに研磨剤の持つ切削性能を利用して切断能力を高めたもので、アルミニウム合金、チタン合金などの金属類やコンクリート、ガラスなどの切断も可能である。
イ. 電子ビーム加工は、空気中で工作物に触れずに、工作物を局所的に加熱して溶融・蒸発させて加工ができるため、時計の軸受穴などのような精密な加工や、ダイヤモンド・セラミックス類など非金属材料の精密な穴あけ・切断などに用いられる。
(8点)
1. ア
2. ア
3. イ
4. ア
2017年:切削加工、特殊加工、工業計測、機械加工と生産の自動化
2017-04:2017年度 第04問(問題)
次の1~3の記述は、切削加工および特殊加工について述べたものです。空欄にあてはまる最も適切なものを下の選択肢からそれぞれ1つずつ選び、その記号を答えて下さい。
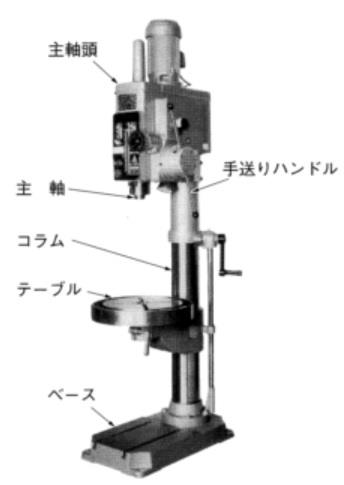
- 下図は、直径50mmくらいまでの穴あけに用いられる ( 1 ) ボール盤である。
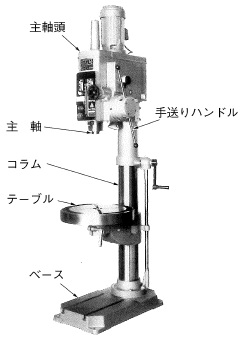
《選択肢》ア. NC / イ. 卓上 / ウ. 直立
- ( 2 ) 盤で平面削りや角度削りなどを行うときは、切れ刃が底面より下がった形状の腰折れバイトを用いる。
《選択肢》ア. 形削り / イ. ラップ / ウ. 平面研削
- ( 3 ) は、工作物の硬さに関係なく加工が行え、その加工面は平滑で、加工変質層を生じないなどの特徴があるので、ダイカスト型の部品加工などに用いられる。
《選択肢》ア. 電解加工 / イ. 放電加工 / ウ. 化学研磨
(6点)
1. ウ
2. ア
3. ア
2017-05:2017年度 第05問(問題)
次の1~4の記述は、切削加工、工業計測と計測用機器、機械加工と生産の自動化などについて述べたものです。アとイの記述のうち、最も適切なものを選び、その記号を答えて下さい。
- 切削工具材料について
ア. 高速度工具鋼は、600℃くらいまで硬さが低下しない切削工具用鋼で、超硬合金に比べて靭性が大きく、製作や再研削も容易であるという利点があり、付刃バイトのチップやドリルなどの切削工具材料として広く用いられている。
イ. 単結晶ダイヤモンドを用いた切削工具は、切れ刃をきわめて鋭くすることができるので、耐食鋼や耐熱鋼などを高精度にしかも鏡面のように仕上げるのに適しているが、再研削がむずかしい欠点がある。 - 計測器について
ア. まちがい、系統誤差、偶然誤差のうち、系統誤差に分類される計測器の固有誤差は、誤差のより少ない計測器によって補正すなわち校正し、個人誤差は、測定の熟練によって小さくすることができる。
イ. 質量の測定に用いる電子てんびんは、はかりのなかで最も精度がよく、相対誤差は $5\times10^{-4} \sim 10^{-6}$ と精度が高いが、より精密な測定を必要とする場合には二重ひょう量法を用いて、てんびんの両腕の長さの差による誤差を除くのがよい。 - 機械加工と生産の自動化について
ア. ジグは、取付具に取り付けた工作物に所定の加工を正確に行うために用いる補助工具で、ボール盤で穴あけをする際に用いる機械万力などがそれにあたる。
イ. 工作物の複雑な曲線を削り出すとき、NCフライス盤は、工作物を取り付けたテーブルのX軸方向とY軸方向の加工送りを同時に制御する同時2軸制御による輪郭制御によって行う。 - 産業用ロボットについて
ア. プレイバックロボットは、作業者によって教示された動作を行う産業用ロボットで、工作物の塗装や複雑な移送などに用いられている。
イ. シーケンス形のスポット溶接用ロボットは、製品の変更や改良への敏速な対応をめざして、自動車業界がいちはやく導入して急速に発達した。
(8点)
1. ア
2. ア
3. イ
4. ア
2016年:切削加工、砥粒加工、特殊加工、工業計測、生産の管理、機械加工と生産の自動化
2016-04:2016年度 第04問(問題)
次の1~3の記述は、切削加工について述べたものです。空欄にあてはまる最も適切なものを下の選択肢から選び、その記号を解答用紙に記入して下さい。
- 右ねじれドリルであけられた穴の内面を、滑らかで精度のよいものに仕上げるために用いる切削工具のひとつに ( 1 ) がある。
《選択肢》 ア. ガンドリル / イ. ブローチ / ウ. リーマ
- ( 2 ) による切削では、使用していた切れ刃が摩耗するなどして使えなくなったときにはまだ使っていないコーナを使い、使っていないコーナがなくなったときにはそのチップを廃棄して、新しいチップと交換する。
《選択肢》 ア. むくバイト / イ. スローアウェイバイト / ウ. 差込バイト
- 直径123mmの丸棒の一部を、真剣バイトを用いた外丸削りで直径120mmに仕上げるときには、はじめに荒削りで1.3mm、つぎに仕上げ削りで0.2mmの ( 3 ) で削ることが考えられる。
《選択肢》 ア. 送り / イ. 切込み / ウ. 切削幅
(2点×3問=6点)
1. ウ
2. イ
3. イ
2016-05:2016年度 第05問(問題)
次の1~4の記述は、砥粒加工と特殊加工、工業計測、生産の管理、機械加工の能率化などについて述べたものです。アとイの記述のうち、最も適切なものを選び、その記号を解答用紙に記入して下さい。
- 砥粒加工と特殊加工について
ア. 超仕上げは、砥石に工作物の軸方向の微小振動を与えて工作物の表面から微細な切りくずを削り取って加工する方法で、転がり軸受の軌道面などのように、耐摩耗性を要する箇所を仕上げるのに適している。
イ. 電解加工は、金属の表面仕上げの一つで、工作物の表面の微細な凸部を化学的に溶解して光沢を与え、滑らかな表面を得るのに適している。 - 計測器について
ア. ベベルプロトラクタは、工作物などの角度の測定に用いる計測器である。
イ. 空気マイクロメータは長さの直接測定用機器で、その感度は100~1000と極めて高い。 - 機械加工と生産の自動化について
ア. いろいろな切削機能をもったパワーユニットを複数配置し、工作物の移送装置も組み合わせて、異なった多くの工程に対応する専用工作機械群をマシニングセンタという。
イ. 工程ごとに加工機を替えると工作物の取り付け直しに伴う誤差が累積するが、多軸制御工作機械は、一度の取り付けで多面にわたる加工を行うことができるので、効率がよく、加工精度も高い。 - システム技術などについて
ア. コンカレントエンジニアリングは、製品開発において、概念設計/基本設計/詳細設計/生産設計/製造・検査など各種設計および生産計画などの工程を同時並行的に行うシステム技術である。
イ. フレキシブル加工セルは、企業が育てた個人の技術や技能を生かして、部品の取り付けから、組立・加工・検査などの工程を一人から数人の作業者で担当して作業をすすめる多品種少量生産向きの生産方式で、複雑な機器の組立に効果を上げている。
(2点×4問=8点)
1. ア
2. ア
3. イ
4. ア

コメント